
Jeśli nie wiesz jak zmierzyć gwint i wykonać to prawidłowo, zapraszamy do lektury. Mierzenie gwintów jest niezbędnym elementem prawidłowego rozpoznania gwintu, jeśli nie jesteśmy pewni jaki posiadamy.
Samo mierzenie gwintu jest dość prostą czynnością i musimy zmierzyć 2 wielkości: średnicę wewnętrzną bądź zewnętrzną gwintu oraz skok gwintu. Następnie otrzymane wartości powinniśmy porównać z tabelą gwintów.
Omówimy mierzenie gwintu na przykładzie śruby posiadającej gwint o wielkości M12 metryczny zwykły.
-
Pomiar średnicy gwintu
Do tego pomiary najlepiej użyć suwmiarki (nie ma znaczenia czy noniuszowej czy elektronicznej) dokładność do ±0,05 mm jest w zupełności wystarczająca). Najczęściej mierzona średnia może odbiegać od wartości nominalnej nawet o 0,1-0,4 mm).
Zmierzona średnica to Fi 11,77 mm

-
Pomiar skoku gwintu
Skok gwintu możemy dokonać na 2 sposoby, wzorcem gwintu lub suwmiarką.
Wzorzec gwintu posiada listki wzorcowe na których znajduje się wzór skoku gwintu.
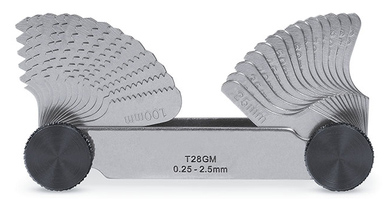
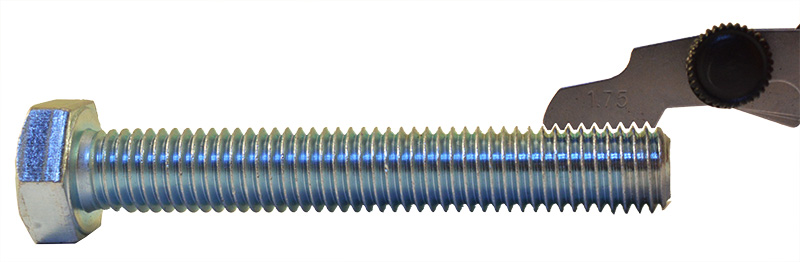
W pierwszej kolejności sprawdzamy listki z gwintami metrycznymi ponieważ są bardziej popularne w Europie. Dopasowujemy skok gwintu wzorca i mierzonego gwintu tak aby się pokrywały i odczytujemy wartość skoku z wzorca.
W naszym przypadku listek ze wzorcem 1,75 pasuje najbardziej do śruby.
Odczytany wynik to P-1,75 mm.
-
Odczyt mierzonego gwintu
Podsumowując informacje jak zmierzyć gwint – z tabeli odczytujemy, jaki mamy gwint według zmierzonej średnicy, a następnie dopasowujemy skok gwintu.
Z przykładu odczytujemy średnicę wałka 11,77 mm oraz skok P-1,75 mm. Z tabeli poniższej odczytujemy, że posiadamy gwint M12.
W poniższej tabeli zostały umieszczone najbardziej popularne wymiary gwintów, takie jak metryczne zwykłe M, metryczne drobnozwojne MF o kącie gwintu 60° (stosowane w śrubach, połączeniach maszyn itd.) oraz G rurowo-walcowy stosowany w połączeniach hydraulicznych o kącie gwintu 55°.
Tabela gwintów M, MF, G
| Gwint Metryczny M ISO DIN-13 | |||
| Rozmiar Gwintu | Skok Gwintu P [mm] | Średnica Otworu [mm] | Średnica Wałka [mm] |
| M 1 | 0,25 | 0,75 | 0,96 |
| M 1,1 | 0,25 | 0,85 | 1,05 |
| M 1,2 | 0,25 | 0,95 | 1,15 |
| M 1,4 | 0,3 | 1,1 | 1,35 |
| M 1,6 | 0,35 | 1,25 | 1,55 |
| M 1,8 | 0,35 | 1,45 | 1,75 |
| M 2 | 0,4 | 1,6 | 1,95 |
| M 2.2 | 0,45 | 1,75 | 2,15 |
| M 2,5 | 0,45 | 2,05 | 2,42 |
| M 3 | 0,5 | 2,5 | 2,92 |
| M 3,5 | 0,6 | 2,9 | 3,41 |
| M 4 | 0,7 | 3,3 | 3,9 |
| M 4,5 | 0,75 | 3,8 | 4,4 |
| M 5 | 0,8 | 4,2 | 4,9 |
| M 6 | 1 | 5 | 5,88 |
| M 7 | 1 | 6 | 6,88 |
| M 8 | 1,25 | 6,8 | 7,86 |
| M 9 | 1,25 | 7,8 | 8,86 |
| M 10 | 1,5 | 8,5 | 9,85 |
| M 11 | 1,5 | 9,5 | 10,85 |
| M 12 | 1,75 | 10,2 | 11,83 |
| M 14 | 2 | 12 | 13,82 |
| M 16 | 2 | 14 | 15,82 |
| M 18 | 2,5 | 15,5 | 17,79 |
| M20 | 2,5 | 17,5 | 19,79 |
| M22 | 2,5 | 19,5 | 21,79 |
| M24 | 3 | 21 | 23,76 |
| M27 | 3 | 24 | 26,76 |
| M30 | 3,5 | 26,5 | 29,73 |
| M33 | 3,5 | 29,5 | 32,73 |
| M36 | 4 | 32 | 35,7 |
| M39 | 4 | 35 | 38,7 |
| M42 | 4,5 | 37,5 | 41,68 |
| M45 | 4,5 | 40,5 | 44,68 |
| M48 | 5 | 43 | 47,66 |
| M52 | 5 | 47 | 51,66 |
| M56 | 5,5 | 50,5 | 55,65 |
| M60 | 5,5 | 54,5 | 59,65 |
| M64 | 6 | 58 | 63,62 |
| M68 | 6 | 62 | 67,62 |
Gwint Metryczny Drobnozwojny MF ISO DIN-13 |
|||
| M 3×0,35 | 0,35 | 2,65 | 3,43 |
| M 4×0,5 | 0,5 | 3,5 | 3,92 |
| M 4,5×0,5 | 0,5 | 4 | 4,43 |
| M 5×0,5 | 0,5 | 4,5 | 4,92 |
| M 5×0,75 | 0,75 | 4,25 | 4,91 |
| M 5,5×0,5 | 0,5 | 5 | 5,43 |
| M 6×0,5 | 0,5 | 5,5 | 5,95 |
| M 6×0,75 | 0,75 | 5,2 | 5,9 |
| M 7×0,75 | 0,75 | 6,2 | 6,9 |
| M 8×0,75 | 0,75 | 7,2 | 7,9 |
| M 8×1 | 1 | 7 | 7,88 |
| M 9×075 | 0,75 | 8,2 | 8,9 |
| M 9×1 | 1 | 8 | 8,88 |
| M 10×0,75 | 0,75 | 9,2 | 9,9 |
| M 10×1 | 1 | 9 | 9.88 |
| M 10×1,25 | 1,25 | 8,8 | 9,86 |
| M 11×0,75 | 0,75 | 10,2 | 10,91 |
| M 11×1 | 1 | 10 | 10,88 |
| M 12×1 | 1 | 11 | 11,88 |
| M 12×1,25 | 1,25 | 10,8 | 11,86 |
| M 12×1,5 | 1,5 | 10,5 | 11.85 |
| M 14×1 | 1 | 13 | 13,88 |
| M 14×1,25 | 1,25 | 12,8 | 13,85 |
| M 14×1,5 | 1,5 | 12,5 | 13,85 |
| M 15×1 | 1 | 14 | 14,85 |
| M 15×1,5 | 1,5 | 13,5 | 14,85 |
| M 16×1 | 1 | 15 | 15,88 |
| M 16×1,25 | 1,25 | 14,75 | 15,86 |
| M 16×1,5 | 1,5 | 14,5 | 15,85 |
| M 17×1 | 1 | 16 | 16,88 |
| M 17×1,5 | 1,5 | 15,5 | 16,85 |
| M 18×1 | 1 | 17 | 17,88 |
| M 18×1,5 | 1,5 | 16,5 | 17,85 |
| M 18×2 | 2 | 16 | 17,82 |
| M 20×1 | 1 | 19 | 19,8 |
| M 20×1,5 | 1,5 | 18,5 | 19,85 |
| M 20×2 | 2 | 18 | 19,82 |
| M 22×1 | 1 | 21 | 21,88 |
| M 22×1,5 | 1,5 | 20,5 | 21,85 |
| M 22×2 | 2 | 20 | 21,82 |
| M 24×1 | 1 | 23 | 21,88 |
| M 24×1,5 | 1,5 | 22,5 | 23,85 |
| M 24×2 | 2 | 22 | 23,82 |
| M 25×1 | 1 | 24 | 24,88 |
| M 25×1,5 | 1,5 | 23,5 | 24,85 |
| M 25×2 | 2 | 23 | 24,82 |
| M 26×1,5 | 1,5 | 24,5 | 25,85 |
Gwint Rurowo-Walcowy G DIN-ISO 228 |
|||
| G-1/8″ | 0,907 | 8,8 | 9,62 |
| G-1/4″ | 1,337 | 11,8 | 13,03 |
| G-3/8″ | 1,337 | 15,25 | 16,54 |
| G-1/2″ | 1,814 | 19 | 20,81 |
| G-5/8″ | 1,814 | 21 | 22,77 |
| G-3/4″ | 1,814 | 24,5 | 26,3 |
| G-7/8″ | 1,814 | 28,25 | 30,06 |
| G-1″ | 2,309 | 30,75 | 33,07 |
| G-1.1/8″ | 2,309 | 35,5 | 37,72 |
| G-1.1/4″ | 2,309 | 39,5 | 41,73 |
| G-1.3/8″ | 2,309 | 42 | 44,14 |
| G-1.1/2″ | 2,309 | 45 | 47,62 |
| G-1.3/4″ | 2,309 | 51 | 53,57 |
| G-2″ | 2,309 | 57 | 59,43 |
Jeśli w powyższej tabeli nie ma zmierzonego gwintu, to warto poszukać jeszcze w katalogu polskiego producenta Fanar z Ciechanowa dostępnych pod adresem:
– dla mierzonego otworu
– dla mierzonego wałka